

聯系電話13973300973



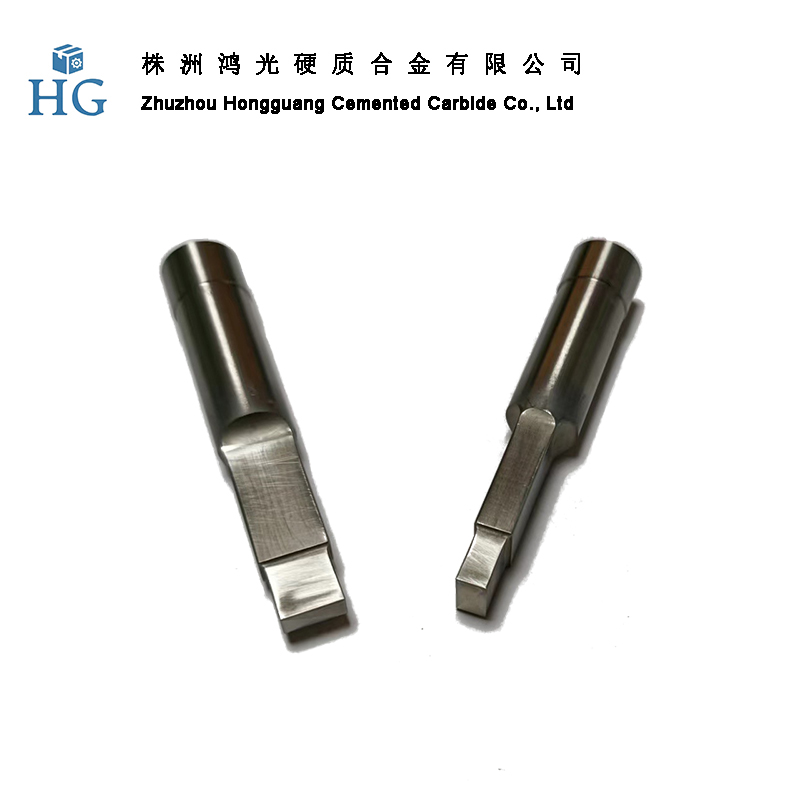
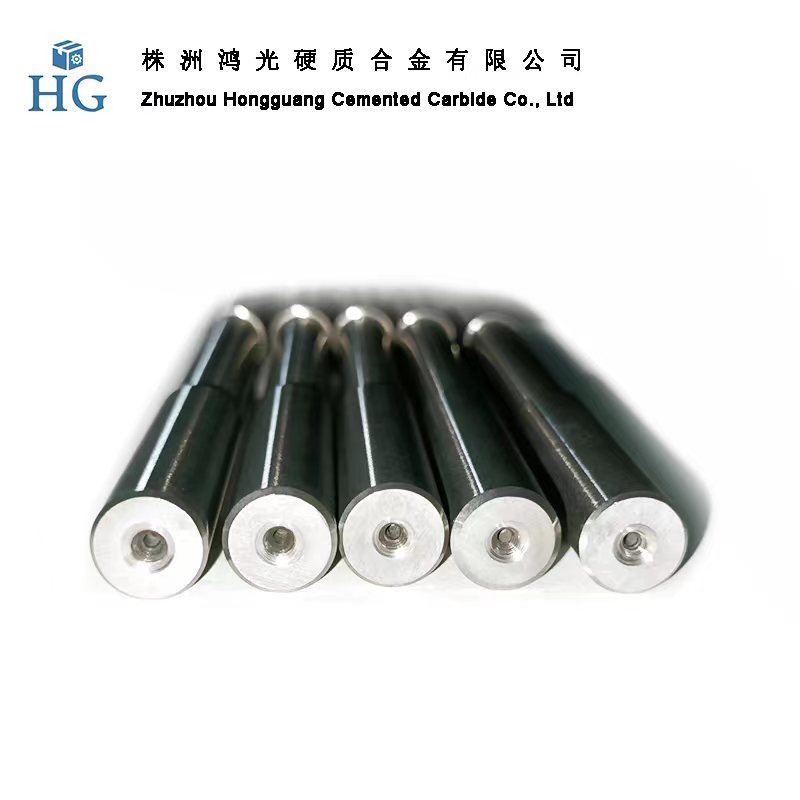 圓棒廠家
圓棒廠家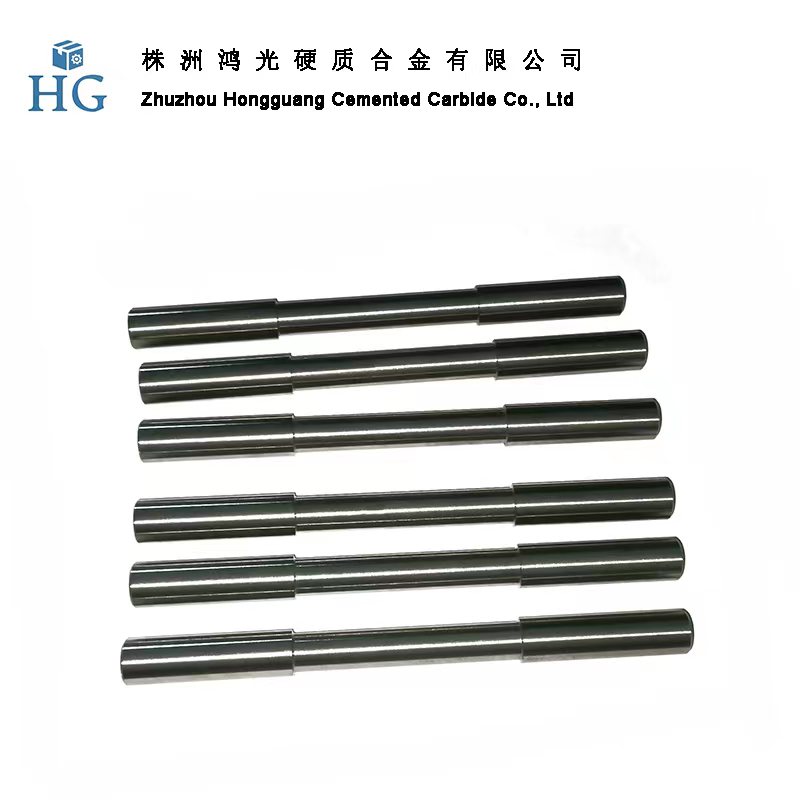 湖南圓棒
湖南圓棒聯系我們(內頁)
- 聯系人:袁總
- 電話:13973300973
- 網址:sdlxyjyjz.cn
- 地址:株洲市荷塘區紅旗中路40號第四棟廠房
湖南硬質合金廠家給你分享硬質合金有哪些工藝
隨著社會的發展和科技的進步以及人們生活水平的提高,硬質合金發展起來了并且在我們的生活中得到了越來越廣泛的應用。硬質合金工件成型可以通過各種工藝方法成形。根據工件的尺寸、形狀復雜程度和生產批次,大多數切削刀片都是通過上下壓制剛性模具成型的。在每次壓制中,為了保持工件重量和尺寸的一致性,有必要確保流入模腔的粉末量(質量和體積)完全相同。粉末的流動性主要由附聚物的尺寸分布和有機粘合劑的特性控制。通過對裝入模腔的粉末施加10-80ksi(千磅每平方英尺)的模制壓力,可以形成模制工件(或“坯料”)。即使在很高的成型壓力下,硬質碳化鎢顆粒也不會變形或破碎,同時有機粘結劑被壓入碳化鎢顆粒之間的間隙中,起到固定顆粒位置的作用。壓力越高,碳化鎢顆粒結合越緊密,工件壓制密度越大。硬質合金粉末的成型特性可能不同,這取決于金屬粘結劑的含量、碳化鎢顆粒的尺寸和形狀、團聚程度以及有機粘結劑的組成和添加量。為了提供硬質合金粉末壓制特性的定量信息,粉末制造商通常設計和構造成型密度和成型壓力之間的對應關系。這些信息可以確保提供的粉末與刀具制造商的成型工藝一致。
大尺寸硬質合金工件或高長徑比硬質合金工件(如立銑刀刀桿、鉆頭)通常采用柔性袋均勻壓制牌號硬質合金粉末的方法制造。雖然平衡壓制法的生產周期比模壓法長,但刀具的制造成本較低,因此這種方法更適合小批量生產。在這個過程中,粉末被放入袋子中,袋子的口被密封。然后,將裝有粉末的袋子放入腔室中,通過液壓裝置施加30-60ksi的壓力進行壓制。壓制后的工件通常在燒結前加工成特定的幾何形狀。袋子的尺寸被放大以適應壓制過程中工件的收縮,并為研磨提供足夠的余量。由于工件需要壓縮成型后再加工,對裝料一致性的要求沒有壓縮成型那么嚴格。然而,仍然希望確保每次裝入袋中的粉末量是相同的。粉末裝填密度過小,可能導致袋內粉末不足,導致工件尺寸偏小,需要報廢。如果粉末的裝填密度過高,裝袋的粉末過多,則需要對工件進行加工,以在壓制成型后去除更多的粉末。雖然去除的多余粉末和廢棄工件可以回收利用,但終究會降低生產效率。
硬質合金工件也可以用擠壓模或注射模成型。擠壓成型更適合軸對稱工件的批量生產,而注射成型通常用于復雜工件的批量生產。在這兩種成型工藝中,硬質合金粉末懸浮在有機粘結劑中,粘結劑賦予硬質合金混合物與牙膏一樣的均勻性。然后,混合物或者通過孔擠出,或者注射到模腔中進行成型。硬質合金粉末的特性決定了混合物中粉末與粘結劑的佳比例,并通過擠壓孔或注射腔對混合物的流動性產生重要影響。
在工件通過模制、等靜壓、擠壓或注射模制成型后,有必要在燒結階段之前從工件中去除有機粘合劑。燒結可以去除工件中的氣孔,使其完全(或基本)致密。在燒結過程中,壓制工件中的金屬結合劑變成液體,但在毛細力和顆粒連接的共同作用下,工件仍能保持其形狀。燒結后,工件的幾何形狀保持不變,但尺寸會減小。為了在燒結后獲得所需的工件尺寸,在設計工具時有必要考慮其收縮率。在設計制造每個工具的硬質合金粉末時,必須確保在適當的壓力下壓制時具有正確的收縮率。
幾乎在所有情況下,都需要對燒結后的工件進行燒結后處理。切削工基本的處理方法是磨銳切削刃。燒結后,許多工具需要根據其幾何形狀和尺寸進行研磨。有些工具需要打磨頂部和底部;其他工具需要外圍磨削(有或沒有刃磨刀刃)。磨削產生的硬質合金碎屑全部可以回收利用。硬質合金的燒結是一個雜亂的物理化學進程。這一進程包括增塑劑脫除、脫氣、固相燒結、液相燒結、合金化、細密化、溶解分出等進程。壓坯在特定燒結條件下構成具有必定化學成分、組織機構、功能和尺度的制品。這些工藝條件依不同的燒結設備具有較大的差異。
株洲鴻光硬質合金有限公司是一家生產硬質合金制品的生產廠家,公司擁有很好的工人隊伍,良 好生產工藝,強大技術力量以及多年豐富的行業經驗。株洲硬質合金有需要歡迎聯系我們詳細咨詢。






 微信號:
微信號:
 網站首頁
網站首頁
 添加微信
添加微信
 電話咨詢
電話咨詢